


-
Address
广西南宁良庆区经济开发区银海大道

-
E-mail
459927973@qq.com

-
Tel
15677182117

专注品质钢管10余年
信誉企业,全国50强钢管厂家,服务客户5000家
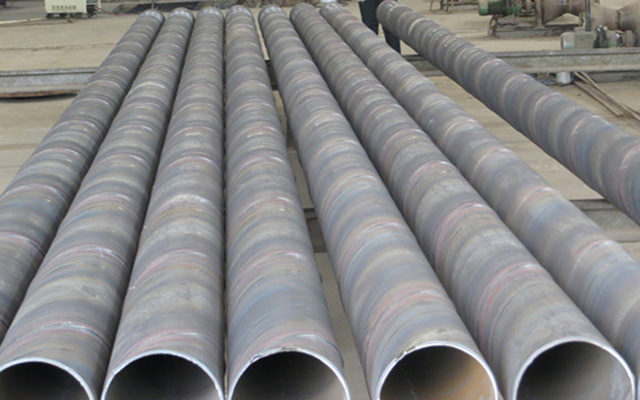
一、介绍小口径供水螺旋钢管
目前市场上通用螺旋钢管最小直径为小口径供水螺旋钢管φ219小口径供水螺旋钢管主要用于供水管道、污水管道、糖厂流体管道、化工管道、钢结构柱。

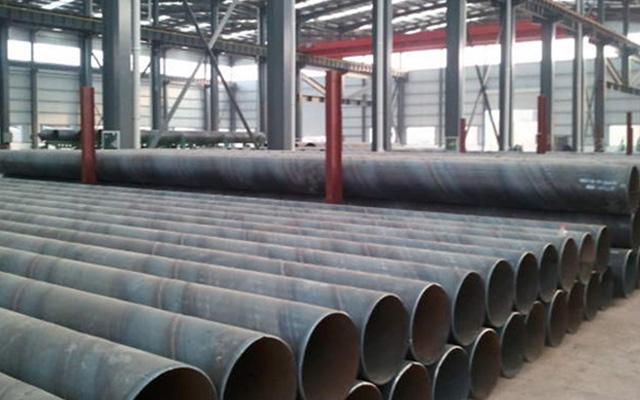
二、小口径供水螺旋钢管参数
1.外径:
指219-630的规格,外径符号为D或φ来表示。
2.内径:
指200-600的规格,内径符号用DN表示。
3.长度:
定尺为12m长(可定制)
三、小口径供水螺旋钢管生产工艺
① 原材料检验
我公司一般采用柳钢、攀钢、鞍钢等国内主要钢厂的卷板。当原材料进入工厂时,首先检查卷板是否有原始检验报告和质量证书,卷板的质量是否适合螺旋钢管。如果出现塔形板或剥落现象,公司将拒绝接收货物。
② 拆卷
将卷板吊在生产线的前端,用两个液压锥夹住,旋转下辊,使卷板处于中间位置,然后将铲刀压在卷板的开口处,继续旋转辊。铲子铲开卷板的开口,然后压下,完成拆卸过程。
③ 矫平
铲刀压下卷板后,托辊旋转将卷板送入夹辊,然后用夹辊将卷板送入矫平机,通过七辊矫平机将卷板矫平完成矫平过程。
④ 剪切对焊
矫直机将矫直的钢板送入液压剪头机,减少板头,然后调整焊接车,将钢板与预先切割的钢板对齐,然后将预先的钢板与当前的钢板埋弧焊接,完成剪切焊接。
⑤ 铣边
当钢板通过铣削机时,铣削机铣削钢板两侧的氧化铁,同时铣削钢板两侧的坡口,优点是铣削氧化铁内外焊缝不出口,将厚钢板洗出坡口,内外焊接可熔化所有钢板。
⑥ 递送
整个装配线卷板的所有动力都来自递送机,包括铣边、成型等。
⑦ 成型、内焊、外焊
送货机将钢板送入成型机,钢板沿外部控制辊旋转形成螺旋管,然后通过内焊埋弧焊和外焊埋弧焊形成螺旋钢管。
⑧ 钢管切断
一般钢管尺12m,有特殊要求可定制任何尺寸,钢管端离飞切割车12m尺装置自动启动,起飞切割车轮,车轮与钢管旋转,操作员打开等离子切割机切割钢管,然后放下钢管辊,钢管滚到架子上。
⑨ 焊渣清除
吊装工用钢丝绳覆盖平台架上的钢管,焊渣沿钢管内壁滑入焊渣池,用大锤敲管端清除所有焊渣,然后将钢管放在焊接区域。
⑩ 初检
对钢管焊道存在的问题进行初步检查,用石笔将钢管有缺陷的地方包围起来。
⑪ 修补
补焊工用石笔将质检人员圈住的地方修补,补焊后用角磨机打磨焊道,使焊道外观与余高类似于自动埋弧焊道。
⑫ 超声波检查,x光射线检查
钢管首先通过超声波检测,然后在管端X射线机进行拍摄检测。
⑬ 平头倒棱,静水压试验,精整管头
将检测到的钢管滚到平头倒棱机上,扣住两侧管头,开始车铣坡口,将管头坡口铣至35°角度。钢管铣削坡口后,铣削管头钝边,然后通过滚筒滚到水压机进行静水压力试验,加压充满水的钢管达到相应的试验压力,无泄漏,5分钟后减压完成试验。
⑭ 测长称重,成品检验,涂油喷标,成品入库
静水压力试验后,钢管的长度和重量不得超过正负10mm,重量应在国家标准范围内。检查合格后,喷涂标志,最后通过滚道送入成品仓库,完成仓储手续。


 微信 7*24小时
微信 7*24小时 15677182117
15677182117 459927973
459927973 459927973@qq.com
459927973@qq.com