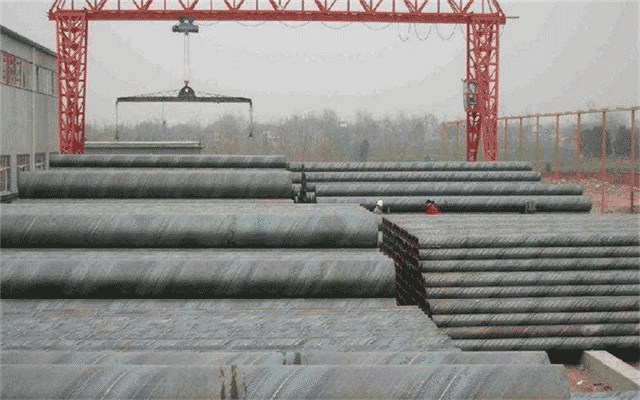
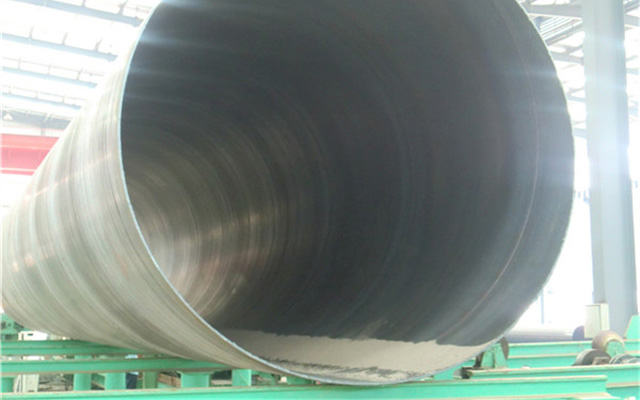
Q345B厚壁螺旋焊接钢管
- 产品名称:Q345B厚壁螺旋焊接钢管
- 所属类目:厚壁螺旋钢管
- 沧海钢管是国内生产Q345B厚壁螺旋焊接钢管厂家之一,公司同时提供各类厚壁螺旋钢管服务,目前厂内Q345B厚壁螺旋焊接钢管有现货,厚壁螺旋钢管,螺旋钢管材料库存充足,可随心定制定做,欢迎合作。
专注品质钢管10余年
信誉企业,全国50强钢管厂家,服务客户5000家
Q345B厚壁螺旋焊接钢管分为单面埋弧焊和双面埋弧焊:
1.单面埋弧焊:单面焊接成型分为强制成型和自由成型。目前一般采用强制成型,通常采用陶瓷衬垫。焊接钢筋时,只在接头一侧(或侧)焊接的两个钢筋接头称为单面焊接。焊接长度为10倍d(d为钢筋直径)。例如,两个直径为25mm的钢筋应连接到25cm或25cm以上。 最小焊缝厚度为0.05d。最小焊缝宽度为0.1d。为了满足焊接的要求。

2.双面埋弧焊:双面埋弧焊管采用双面埋弧螺旋焊接技术,连续焊接窄带(板)卷。广泛应用于西气东输等油气长输管道工程,是我国油气长输管道工程的主要管道类型。 钢管成型过程中,钢板变形均匀,残余应力小,表面无划痕。加工钢管在直径和壁厚钢管尺寸规格范围内具有更大的灵活性,特别是在高钢厚壁钢管的生产中,特别是大口径厚壁钢管具有其他工艺无法比拟的优势,可以满足用户对钢管规格的更多要求;采用预焊后内外焊(精焊)工艺,可在最佳位置焊接,不易出现边缘错误、焊接偏差、焊接不彻底等缺陷,易于控制焊接质量;整体机械膨胀,能有效提高钢管的尺寸精度,改善钢管内应力的分布,避免应力腐蚀造成的损坏,有利于现场焊接施工;对钢管进行9项100%的质量检验,有效检测和监控钢管生产的整个过程,有效保证埋弧焊钢管产品的质量;整个生产线的所有设备都具有与计算机数据采集系统连接的功能,实现数据的即时传输,生产过程中的技术参数和质量指标由中央控制室采集,承压能力高 、石油天然气、矿浆输送、城市建设等行业越来越受到阻力小、耐低温、耐腐蚀、安装维护方便等优点的欢迎。工艺流程首先进行全板超声波检测。







 微信 7*24小时
微信 7*24小时 15677182117
15677182117 459927973
459927973 459927973@qq.com
459927973@qq.com